Les stratégies d’Usinage 2D et 3D dans Fusion 360 Manufacture. 1ère partie.
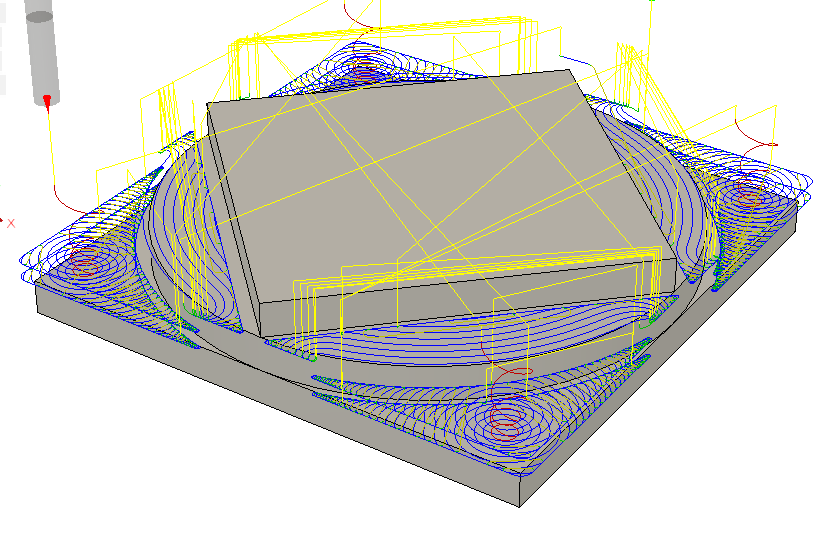
Vous avez une machine CNC, et vous utilisez Fusion 360 pour concevoir vos pièces. Le truc, c’est que les 2, séparément, marchent très bien (enfin, j’espère pour vous 😉 ). Là où les choses se compliquent un peu, c’est au moment de choisir les stratégies d’usinage 2D et 3D dans l’atelier Manufacture de Fusion 360. […]