

Présentation
Le but est d’avoir un interrupteur momentané, installé fixement sur la machine, qui va permettre de comparer et mesurer la longueur de la fraise, de manière à n’avoir besoin de faire la mise au point du Z=0 sur la pièce une seule fois, quel que soit le nombre d’outils différents utilisés pour un même usinage.
Le processus d’utilisation se déroule comme suit :
- Déplacement de la broche vers la sonde, et mesure de la longueur de l’outil actuellement utilisé.
- Déplacement vers la position de changement d’outil, avec indication de l’outil de remplacement.
- Attente pour le changement manuel par l’opérateur qui confirme le changement fait
- Déplacement vers la sonde, et mesure de la longueur du nouvel outil.
- Calcul de la différence et utilisation de cette valeur comme compensation de longueur d’outil
Le réglage en Z=0 sur la pièce, pour le premier outil utilisé, se fait classiquement, sans aucune modification liée au futur (éventuel) changement d’outil.
Installation Physique
Le bouton et son support peuvent être positionné où l’on veut sur l’espace de travail. La hauteur à laquelle le bouton va se trouver n’a pas d’importance. Sur le plan pratique, il est suggéré de visser le support sur une plaque de bois, qui sera elle-même fixée à la table de le CNC avec un scotch double-face. De cette manière, il est possible de tester si la position est réellement pratique, et éventuellement d’en changer, avant d’opter pour une fixation définitive.
Connections Electriques
Coté bouton
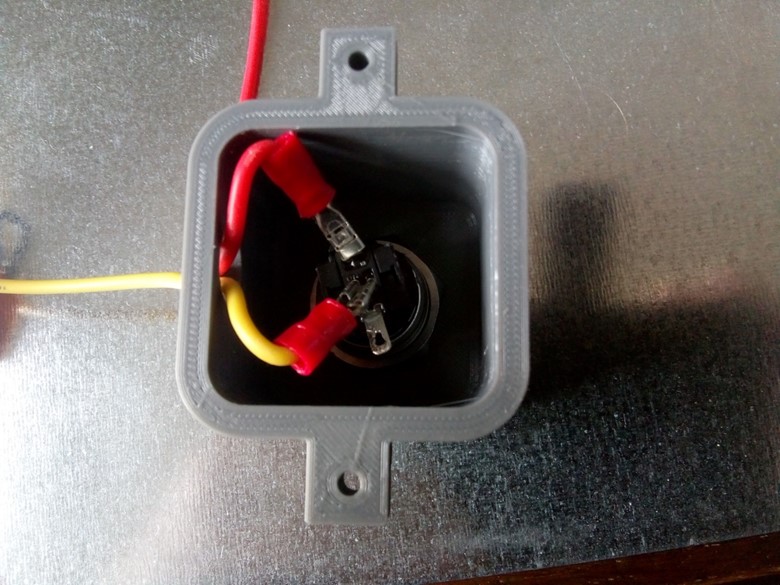

L’interrupteur peut être utilisé en Mode Normalement Ouvert, ou bien en mode Normalement Fermé. Le montage photographié utilise le mode normalement ouvert, qui correspond à l’utilisation avec RosettaCNC.
Les câbles seront laissés en place lors de la livraison. Il peut être préférable de souder les câbles pour une installation définitive, cela évitera d’avoir trop à tordre les pattes de l’interrupteur.
Coté Carte RosettaCNC
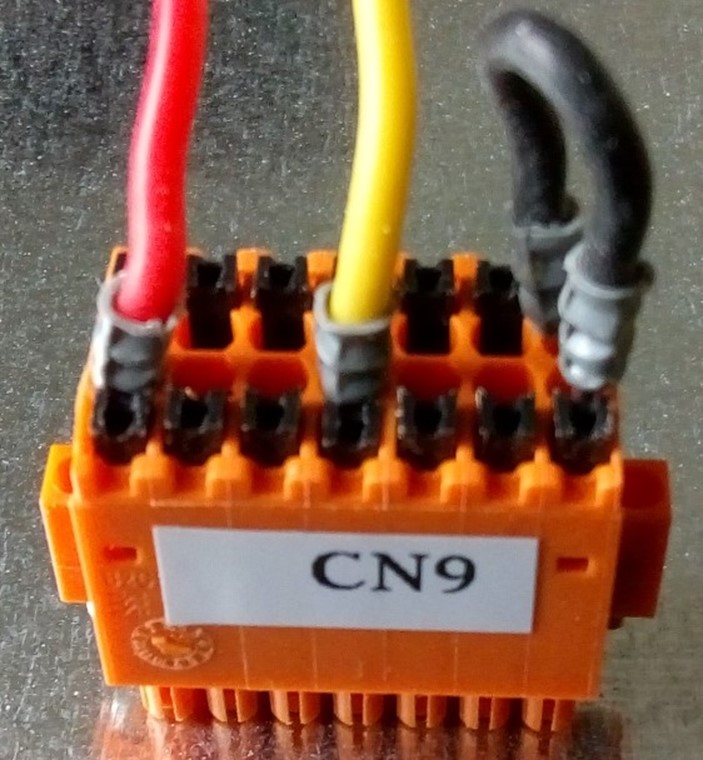

Le connecteur CN9 est utilisé. Le câble rouge est 24 volts positif, le câble noir lie les neutres des colonnes de connecteurs A et B, et le câble jaune est le signal en provenance de la sonde, connecté à la 4éme entrée (celle du milieu, en fait)
« Installation » Logicielle
Il n’y a pas réellement d’installation logicielle. La carte reconnait la sonde, si elle est correctement branchée, sans manipulation particulière. On peut simplement vérifier le bon fonctionnement de la sonde, de 2 manières.
Le bouton étant enfoncé, la sonde devrait s’afficher en vert sur l’onglet Entrées Homing et Probe du Board Monitor, comme montré ci-dessous :
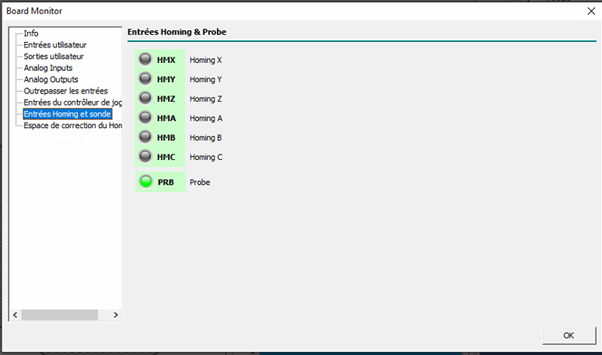

De la même manière, sur la barre d’outils haute du logiciel, l’icône PRB doit passer au vert lorsque la sonde est enfoncée


Figure 1
Paramétrage Logiciel
Coté logiciel, la toute première chose à faire est d’indiquer que l’on va effectuer le changement d’outil grâce à une macro.
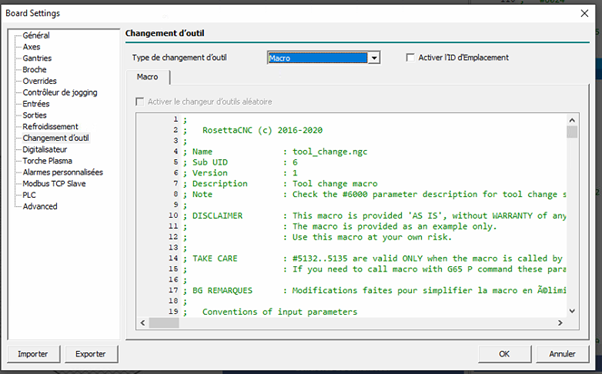

Il n’y a pas d’ID d’emplacement puisque l’on fait un changement manuel, et pas à partir d’un magasin d’outils.
Valeurs des paramètres nécessaires au fonctionnement de la macro
Paramètres remplis manuellement
- #6000 Type de changement d’outils. 1 est le type utilisé pour le changement d’outils manuel
- #6004 et #6005 Hauteur de sécurité en Z. Pratiquement presque tout en haut sur Z. Quelque chose comme -10 devrait convenir.
- #6009 Vitesse de déplacement rapide utilisée durant les mouvements pour atteindre les positions de changement d’outil et de mesure avec la sonde. Il y a plusieurs autres vitesses utilisées pour réduire le temps nécessaire au maximum, tout en assurant une vitesse suffisamment lente pour une bonne précision
- #6010 Hauteur Z approchante de la sonde, atteinte avec la vitesse #6011
- #6011 Vitesse approchant de la sonde, rapide
- #6012 Vitesse du 1er sondage, lente
- #6013 Vitesse du 2ème sondage, TRES lente
- #6014 Valeur de la remontée en Z, après la 1ère touche
- #6015 longueur minimale d’outil accepté
- #6016 Active la compensation de longueur d’outil (doit être 1)
- #6017 et #6018 doivent être à 0
Paramètres découlant de positions machines obtenue par jogging
- #6002 Position de Changement d’outils en X (Coordonnées Machine)
- #6003 Position de Changement d’Outil en Y (Coordonnées Machine)
- #6004 Position de Changement d’Outil en Z (Coordonnées Machine)
Le mieux pour obtenir les valeurs à indiquer pour ces 3 paramètres est de déplacer par jogging la broche à un emplacement pratique pour démonter l’outil en place et le remplacer. A priori Z presque tout en haut.
- #6006 Position X an centre de la sonde (Coordonnées Machine)
- #6007 Position Y au centre de la sonde (Coordonnées Machine)
De la même manière, le mieux pour obtenir ces valeurs est déplacer la broche, avec une fraise la plus fine possible, et de la positionner pile au centre du bouton/sonde.
- #6008 Position Z centre de la sonde (Coordonnées Machine)
Obtenir cette position Z est un peu particulier. Il faut qu’il n’y ait aucun outil monté sur la broche.
- Envoyer dans la fenêtre MDI la commande G49 pour s’assurer qu’il n’y ait aucune correction de longueur d’outil en cours.
- Déplacer lentement la broche en position X/Y définie en #6006 et #6007.
- Descendre en Z TRES DOUCEMENT, pour noter à quelle hauteur la lumière verte PRB s’affiche dans la barre d’outils, comme montré dans l’image Figure 1
Fichier de la Macro
Le fichier est nommé tool_change.ngc, et doit se trouver dans le répertoire des macros de RosettaNC C:\Users\NOM UTILISATEUR\AppData\Roaming\RosettaCNC-1\machines\RosettaCNC\macros\
Un fichier du même nom existe déjà à cet emplacement. Il faut donc le renommer (il est préférable de ne pas l’écraser pour futures références), en ajoutant par exemple l’extension « .original », comme ceci « tool_change.ngc.original »
La macro est automatiquement exécutée lors de la lecture d’une ligne de G-Code du type T1 M06